TREBALL DE RECERCA DE BATXILLERAT: GUIA PER IMPRESSIÓ 3D
Tecnologies de fabricació additiva

Treball de recerca de batxillerat. Institut Marianao
Funcionament d'una impressora 3D
Les impressores 3D funcionen com les impressores de tinta, però, en comptes de tinta, les impressores 3D depositen el material seleccionat (apte per a la impressió 3D i l’extrussor de la mateixa impresora) en una sèrie de capes successives per crear un objecte procedent d’un format digital.
Tècniques d'impressió 3D
TÈCNIQUES SUBSTRACTIVES
El principi de funcionament és el contrari de les additives: en comtes d’aportar material, es retira fins arribar a la forma que es vol. Les més utilitzades son la fabricació laminada i la mecanització d’alta velocitat.
La fabricació substractiva, com el fresat i el tornejat, crea objectes mitjançant l'eliminació (mecanitzat) de material d'un bloc de material sòlid que també se sol anomenar "peça en blanc"

TÈCNIQUES FORMATIVES
La fabricació formativa, com l'emmotllament per injecció i l'estampació, crea objectes formant o modelant materials amb calor i/o pressió.
Aquestes tècniques poden produir peces en una àmplia gamma de materials (tant metalls com plàstics) amb una repetibilitat gairebé impecable, per la qual cosa per a la producció d'alt volum gairebé sempre són les més rendibles.

TÈCNIQUES ADDITIVES
Són aquelles què és fa aportació de material fins a arribar a la forma que es vol. En aquest punt trobem les tecnologies de la foto genèrica de la part de dalt.
Nosaltres farem menció a les principals que podem trobar a nivell institut , i són:
- l’estereolitografia (SLA),
- el sinteritzat selectiu per làser (SLS), i
- el modelatge per desposició de màterial fos (FDM) (Dedicarem especial atenció a aquesta tecnologia en el nostre blog)

STEREOLITOGRAFIA SLA

Impressora Estereolitografia SLA
(Stereolitography)
La tecnologia SLA està basada en resines fotosensibles líquides que poden curar-se (solidificar-se) mitjançant llum ultraviolada (UV), creant un model sòlid. És una tècnica molt precisa que produeix un bon acabat superficial. S’utilitza principalment per a la creació d’ajudes visuals i prototips, així com motlles de fosa.
El principal inconvenient d’aquesta tecnologia pot ser la menor superfície d’impressió, les impressores acostumen a ser mes petites, i la toxicitat de les resines líquides, hauries d’evitar que aquestes resines toquin la teva pell i evitar respirar els seus vapors.
COM FUNCIONA
El material es troba en estat líquid en un dipòsit, «com una banyera» i la plataforma on s’imprimeix es submergeix en aquesta. Els làsers venen des de la part inferior i amb un sistema de coordenades van solidificant aquesta resina a mesura que la plataforma va pujant cap a dalt per donar lloc a les noves capes, d’aquesta manera quan la impressió hagi acabat la peça quedarà penjant de la plataforma com un ratpenat. Es recomana deixar-la escorrint-se una estona després de l’impressió, i després curar-la encara més en un recipient d’aigua exposat a qualsevol tipus de llum, solar o lampara.


AVANTATGES
Alta precisió.
Qualitat de la superfície llisa.
Baix consum de material: la resina sintètica en el seu estat líquid pot reutilitzar-se.
Àmplies possibilitats de coloració i disseny.
DESAVANTATGES
Les peces tendeixen a degradar-se amb la llum solar.
Baixes propietats mecàniques.
Requereix l’eliminació del suport mecànic.
Les IMPRESSORES SLA, segons el tipus de làser es poden classificar en tres tipus :
SLA-Làser
L’exposició la realitza un raig UV petit d’unes 85 micres, aquest raig el controlen dos miralls i va «dibuixant» cada capa progressivament és un mètode precís amb bons acabats conseqüentment el temps d’impressió és més elevat.

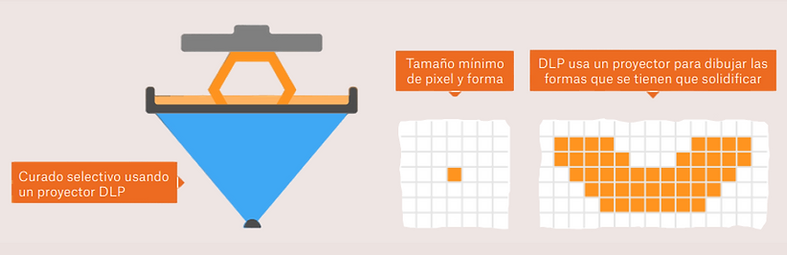
DLP (PROCESSAMENT DE LLUM DIGITAL) – SLA
Tota la capa se solidifica al mateix temps degut a un projector que dispara raigs UV amb la forma del peça. Com que cada capa se solidifica al mateix temps, sense importar la quantitat de peces que hi hagi, això implica un temps d’impressió més reduït que el mètode mencionat a dalt.
MSLA (Estereolitografía per Màscara)
L’exposició es realitza mitjançant Leds UV d’altes prestacions i la forma de la peça, la forma una mascara semi transparent que només deixa passar la llum per uns punts. La pantalla LCD té una resolució fixa, això suposa que les peces impreses tenen una resolució XY fixa. Aquest mètode cura tota la capa al mateix temps sense importar el nombre de peces en la plataforma. La impressora 3D Original Prusa SL1 fa servir aquest mètode.

La llum passa a través dels punts blancs
SINTERIZADO SELECTIU PER LÀSER
SLS / SLM/DMLS

Impressora Sinteritzat SLS
(Selective Laser Sintering)
La impressió 3D SLS/DMLS porta dècades sent una opció estesa entre els enginyers i els fabricants. Amb un baix cost per cada peça, un alt nivell de productivitat, graciés al fet que s’estalvien el temps i el cost de transportar les peces, aquesta tecnologia compta amb una àmplia varietat de materials (en pols) i d’aplicacions, des de la creació ràpida de prototips fins a la fabricació de petits lots, el llançament ràpid de productes (conegut com a bridge manufacturing) o la fabricació a mesura. Una altra aplicació no molt coneguda però que ja juga un gran paper és en el camp de l’aeronàutica.
Per al que l’interessi aquesta nova us adjuntem aquí dos enllaços relacionats amb el tema.


COM FUNCIONA
El funcionament d’aquestes impressores SLS (Sinteritzat selectiu per làser) i DMLS (Sinteritzat directe selectiu de metalls per làser) es pràcticament igual, tenen les mateixes mecàniques, la diferencia es que les les impressores SLS utilitzen materials plàstics en pols i son més barates, entre els 7.000€ i les impressores DMLS utilitzen metalls en pols com a material i son molt més cares.
És una tecnologia de fabricació additiva que utilitza un làser per a sinteritzar petites partícules de polímer en pols i convertir-ho en una estructura sòlida basada en un model 3D.
La pols es dispersa com una capa prima damunt d’una plataforma que està dins de la cambra d’impressió. La impressora pre-escalfa la pols fins a una temperatura lleugerament inferior al punt de fusió, amb el que resulta més senzill que el làser augmenti la temperatura de zones específiques .
Aquest procés fon les partícules i les uneix de manera mecànica per a crear una peça sòlida. La pols sense fondre serveix com a suport per a la peça durant la impressió eliminant la necessitat d’agregar expressament estructures de suport (això fa que la impressió per SLS sigui ideal per a geometries complexes, com a relleus interiors, soscavats, parets primes i negatius de peces.) A continuació, la plataforma descendeix una altura de capa, que sol ser d’entre 50 i 200 micres, a cada capa un cilindre escampa una fina capa pols sobre la plataforma i el procés es repeteix fins que les peces estiguin completades. El material restant/no sintetitzat es pot reutilitzar.
Després de la impressió, la cambra d’impressió s’ha de refredar-se lleugerament dins del recinte d’impressió i després fora de la impressora, per a assegurar unes propietats mecàniques òptimes i evitar que es deformin les peces.

AVANTATGES
Ideal per a geometries complexes.
Llibertat de disseny ja que no requereix estructures de suport especifiques.
Alta productivitat i rendiment.
Matèria barat, és produït en grans quantitats.
Reducció dels cicles de desenvolupament de productes (permet que els enginyers creïn prototips de peces en les fases inicials del cicle de disseny.
DESAVANTATGES
No es noten les capes, però pot quedar una superfície rugossa.
La impressora té un cost molt elevat per a una persona normal, ja que el preu de les mes barates és a partir dels 7.000€