TREBALL DE RECERCA DE BATXILLERAT: GUIA PER IMPRESSIÓ 3D

Paràmetres SLICER CURA
Configurem els principals paràmetres de impressió 3D amb el Slicer Ultimaker CURA.
Hi han més Slicers, però ens centrarem en aquest.
Instal·lació de Cura












CONFIGURACIÓ PERSONALITZADA


CONFIGURACIÓ PERSONALITZADA.
QUALITAT



Es recomana utilitzar poca alçada en la capa inicial, ja que la nostra peça es basa en això i depèn com s'imprimeixin les primeres capes derivarà al resultat final.
CONFIGURACIÓ PERSONALITZADA.
PARETS
Que escollim??

Obrim el seleccionador de la mateixa manera que abans i triem els que es mostren en la foto.
PERO, AIXÒ QUE FA??
-Grosor de pared:
Ens indica com de gruix seran les parets de la nostra peça, es a dir, el que no es farcit, que es el que nosaltres podem tocar i veure. Si decidim posar un gran gruix de paret, la nostra peça sera més estable a l'hora d'imprimir-se i més resistent, pero es menys economic i productiu, ja que es gasta més material i temps.
-Recuento de líneas de pared:
Aquest es molt intuitiu, es la quantitat de parets que volem imprimir al voltant de la peça
-Alternar pared adicional:
Aquest es un dels parametres que més ens agraden, ens permet alternar una paret més, la afegeix una capa si, un altre no, d'aquesta manera guanyem resistencia, temps i material.
-Expansión horizontal:
Pot encongir o engrandir la nostra peça si veiem que ho necessita.
-Alineación de costuras en Z:
Es per on es començara a imprimir la nostra peça, nosaltres recomanem posar-ho en aleatori o en el canto més profund. Si ho posem sempre al mateix lloc, podria arribar a crear-se unes vorells.
CONFIGURACIÓ PERSONALITZADA.
SUPERIOR O INFERIOR
Que escollim??

Obrim el seleccionador de la mateixa manera que abans i triem els que es mostren en la foto.
PERO, AIXÒ QUE FA??
-Grosor superior/inferior:
Es veu afectat per l'alçada de capa, però com indica, serveix per donar-li un gruix a les parts superior i inferior de la peça. Els podem configurar alhora o de manera individual per exemple: un gruix més gran a la capa superior i un de diferent de la inferior.
-Capas superior/inferior:
Amb això estarem determinant la quantitat de capas solidas que volem a les parts superior i inferior de la peça.
-Habilitar alisado:
Consisteix en intentar alisar el màxim posible l'ultima capa.
-Patron superior/inferior:
Amb això definim com volem que la nostra impresora dibuixi les capes sense farciment. Aqui tenim tres posibles opcions
-
Linies : Bona qualitat de superficie, molt rigid en les direccions en las que es dibuixen les linies i s'adhereix fortament a les parets.
-
Concentric: Igual de fort en totes les direccions, evita la creació de bosses d'aire i és fàcil crear objectes a prova d'aigua amb aquest patró.
-
Zigzag: Gran qualitat superficial, resistent en la direcció de les linies pero no s'adereix tan bé a les parets.



CONFIGURACIÓ PERSONALITZADA.
FARCIT
Que escollim??

Obrim el seleccionador de la mateixa manera que abans i triem els que es mostren en la foto.
PERO, AIXÒ QUE FA??
-Densidad de relleno:
Ens indica el percentatge del farcit del nostre objecte, a més farcit més temps, material i resistència.
-Distancia de línia de relleno:
Aquest paràmetre es veu influenciat per la densitat del farcit, amb això configuràs la distància de les línies del farcit, encara que és més pràctic posar un percentatge.
-Patron de relleno:
És el patró que segueix la impressora a l'hora de dipositar el farcit, segons l'estructura, guanyaràs o perdre's resistència o perdre's o estalviaràs material.
-Relleno antes que las paredes:
És una mesura molt intuïtiva per al nom, activant-lo obtenim una millor qualitat.
Soporte de relleno:
Gairebé mai es dona el cas, però si considereu que el farcit es veu necessitat de suports, podeu activar-ho.
Densidad de relleno:

5%

15%

30%
(Patró del farcit: Rejilla )
CONFIGURACIÓ PERSONALITZADA.
MATERIALS
Que escollim??

Obrim el seleccionador de la mateixa manera que abans i triem els que es mostren en la foto.
PERO, AIXÒ QUE FA??
-Temperatura de impresión:
És a la temperatura a la qual s'eleva l'extrusor per fondre el material, si selecciones el material que utilitzaràs el Cura, el mateix programa ho configura sol.
-Temperatura de la placa de impresion:
Per garantir una millor adhesió a la placa aquesta és calenta una mica, depenen del material el valor variarà. Seleccionant el material el programa també ho configura sol.
Com seleccionem el material??

Al menu de adalt, on segurament aparegui Generic PLA, hem de clicka alla i seguidament a l'apartat de materials, on podem seleccionar el que nosaltres volem.
CONFIGURACIÓ PERSONALITZADA.
VELOCITAT
Que escollim??

Obrim el seleccionador de la mateixa manera que abans i triem els que es mostren en la foto.
PERO, AIXÒ QUE FA??
-Velocidad de impresión:És a la velocitat que s'imprimiran totes les zones que no tinguin una configuració especifica com per exemple la velocitat de la capa inicial. Posar velocitats exagerades pot descalibrar la impressora.
-Velocidad de relleno:
Aquesta velocitat podem elevar-la, ja que no té tanta importància com bé a ser la capa inicial o les parets.
-Velocidad de pared:
Quan toquem el paràmetre velocitat de paret afecta tant a l'exterior com l'interior, però podem donar-li configuracions independents. Aquí hem de rebaixar la velocitat per a una millor qualitat de superfície i per fer-la més estable.
-Velocidad superior/inferior:
Son de les primeres i ultimes capes, com volem uns bons acabats pondrem una velocitat que oscili entre els 20-30mm/s
-Velocidad de desplazamiento:
Com que en aquests moments no està imprimint res no requereix tanta precisió i la podem posar a velocitat màxima, que és la que ens dirà el fabricant. Ara hem de tenir en compte que si ets un usuari que té l'impressora a casa, a velocitat màxima fa soroll, llavors per una tranquil·litat elevada a la teva casa es recomana posar entorn un 60% de la velocitat màxima.
-Velocidad de la capa inicial:
És la capa més important de totes i en la que es basa la peça, aquesta hem de reduir la velocitat considerablement per a una millor precisió, entorn dels 10-20mm/s estaria bé.
-Velocidad de falda/borde:
Es un tipus de capa que es fa ja sigui per a aconseguir una millor adherencia o la placa o per l'impiar l'extrusor, com volem un alt rendiment en ambas coses, rebaixarem la velocitat a uns 20-25mm/s
NOTA: Per a impressions de qualitat v=40mm/s
CONFIGURACIÓ PERSONALITZADA.
DESPLAÇAMENT I REFRIGERACIÓ
Que escollim??

Obrim el seleccionador de la mateixa manera que abans i triem els que es mostren en la foto.
PERO, AIXÒ QUE FA??
-Habilitar la retracción i salto en z en ella :
Quan la impressora es desplaça, ha d'elevar-s'en l'eix Z per a no emportar-se per damunt la pròpia peça. De manera que aquestes dues opcions han d'estar sempre activades
-Modo peinada:
Aquest és un truc no molt conegut. Quan imprimim moltes vegades queden uns filets petits per tota la peça que després hem de retirar. Si canviem a una opció que no sigui apagat en el mode pentinat, els desplaçaments els farà per sobre de la peça de tal manera que si queden penjant els filets aquests no ens adonarem quan la impressió estigui finalitzada (no, no afecten aquests filets a la construcció de la peça). Hi ha vàries opcions, fer els desplaçaments per sobre del farcit, suports... Escolliu l'opció que vulgueu.
Activar refrigeración i velocidad del ventilador:
Són uns petits paràmetres que poden causar una gran diferència perquè el bon ús del ventilador optimitza el resultat final. Primer de tot ens hem d'informar de si el material en el qual imprimirem necessita de refrigeració, el PLA per exemple si el necessita, mentre que l'ABS no el necessita per a res, ja que només aconseguiríem deteriorar la nostra peça, no aconseguint l'adherència adequada entre les capes aconseguint fissures inquietes.
Quant a la velocitat del ventilador MAI es recomana posar-l'a el 100% perquè a part de fer molt de soroll es vora afectat en la vida útil del propi ventilador, fent-ho morir en unes tres setmanes. Si requerim d'impressions amb alta necessitat de refrigeració no es recomana excedir el 85%.
(per a sorolls no molestos del ventilador entre el 40-50%)
CONFIGURACIÓ PERSONALITZADA.
SUPORTS
Que escollim??

Obrim el seleccionador de la mateixa manera que abans i triem els que es mostren en la foto.
PERO, AIXÒ QUE FA??
-Generador de suport:
Sempre que necessitem suports o dubtem activem-ho, segons l'angle de volada els posarà o no.
-Estructura de suport:
Tenim a triar entre dues opcions, normal o arbre, hi ha els qui els agrada més l'estructura arbre pel fet que és més fàcil de retirar-ho després i perquè no toca en cap moment la base de la peça. No hi ha millor, és per gustos, encara que a vegades t'estalvies més temps amb uns suports concrets (posarem un exemple visual més a baix). També hi ha vegades on en estructures amb suport intern l'estructura arbre es complica, però això és en casos especials.
-Col·locació de suport:
Depenent de la peça i gustos triarem en tots els llocs o que només toqui la placa d'impressió.
-Angulo de volada del suport:
Fins a un angle de 60° la impressora els imprimeix bé. Així que nosaltres posarem 60.
-Patró del suport:
Nosaltres solem utilitzar el patró que mes material ens estalviï ja que els suports no han de ser molt rígids per a facilitar el seu retir després.
-Densitat del suport:
La densitat del farciment del suport, que no ha de ser massa però no es recomana que sigui nul·la, així que un 5% aquesta bé
-Distància en Z del suport:
Això és alguna cosa ha tenir molt en compte perquè sense això el suport es pegaria a la nostra peça i formaria part d'ella, dificultant la seva retiración després. Amb posar la teva altura de capa és suficient.
-Expansió horitzontal del suport:
Si veiem que alguna part dels suports s'acosta molt al nostre objecte en impressió en l'eix x/i activem l'expansió horitzontal en negatiu per a reduir la seva àrea.
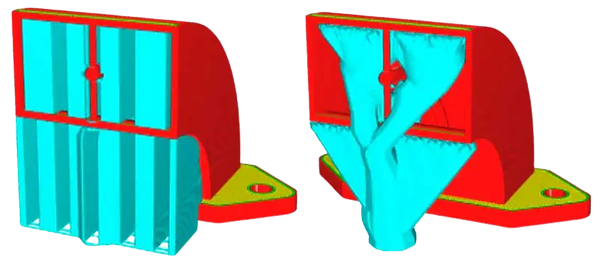
Suports normals
Suports arbre
CONFIGURACIÓ PERSONALITZADA.
ADHERÈNCIA A LA PLACA D'IMPRESSIÓ
Que escollim??

Obrim el seleccionador de la mateixa manera que abans i triem els que es mostren en la foto.
PERO, AIXÒ QUE FA??
-Tipo de adherencia a la placa de impresión :
Realment amb això hi ha 4 opcions però una no és per a res recomanable, així que, tenim 3 opcions d'adherència que van per Nivells
1º Faldilla: Crea una línia al voltant de la peça, amb els objectius de netejar, escalfar i fer fluir correctament el material de l'extrusor.
2º Borda: Crea una vora al voltant de la peça els objectius de la qual a part dels de la faldilla és crear-li una millor adherència a la peça amb la placa.
3º Bassa: Amb això aconseguim una super adherència ja que ens crea una bassa de tres capes amb cambra d'aire.
-Extrusor de adherencia a la placa de impresión:
En el cas que la impressora tingui dos extrusors, podem triar quin dels dos volem que s'encarregui de l'adherència a la placa.
-Distancia de falda:
La faldilla té establerts uns certs objectius esmentats a dalt, i per a complir-los necessita una distància mínima de 100mm.
Longitud mínima de falda/borde:
És igual que a dalt la longitud mínima també podríem considerar que és de 100mm.
-Ancho del borde:
Perquè funcioni realment bé la seva funció d'estabilitzar la peça ha de tenir un mínim de gruix de 5mm. Si comptes amb peces de grans dimensions estaria bé fer una reflexió de si necessites pujar l'ample de la vora.
FALDA:

BORDE:

TRES NIVELLS DE LA BALSA:
1º

2º

3º
